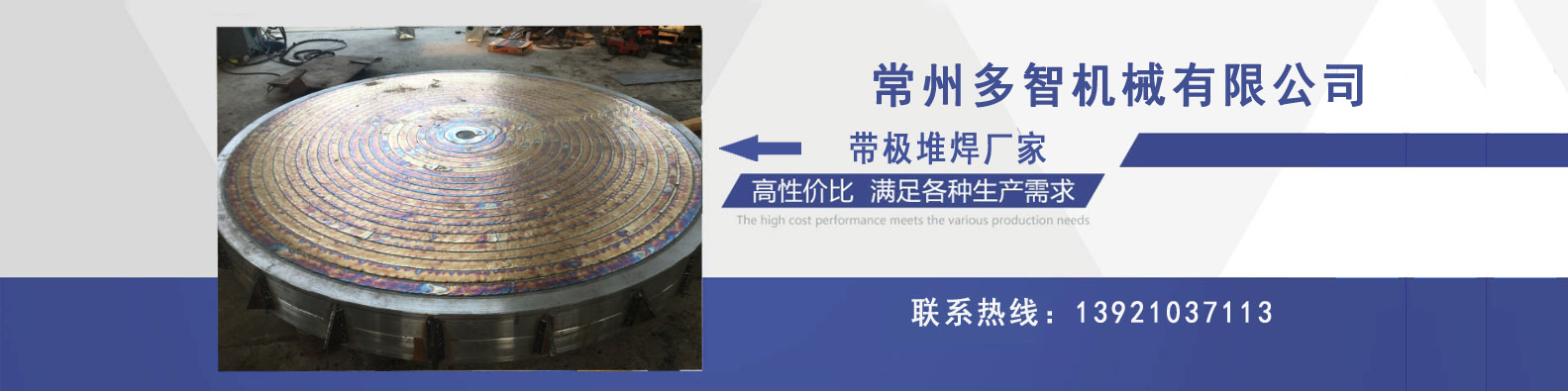


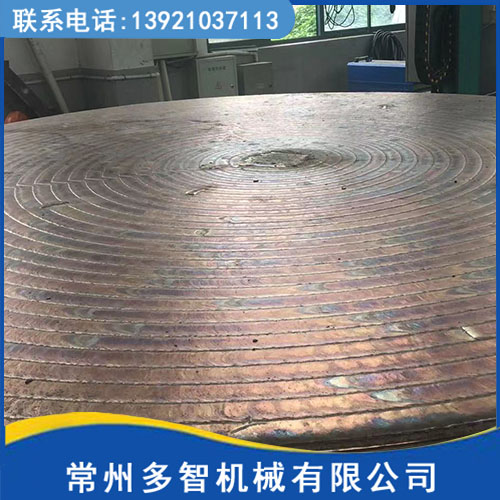
带极堆焊
带极电渣堆焊是在带极埋弧堆焊基础上发展起来的,它利用导电熔渣的电阻热熔化母材和焊带。和带极埋弧堆焊相比,带极电渣堆焊有更高的熔敷率,更快的堆焊速度,更低的稀释率,更低的焊剂消耗和更纯净的堆焊金属。
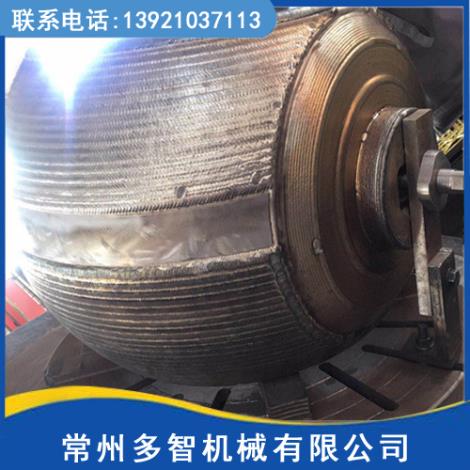
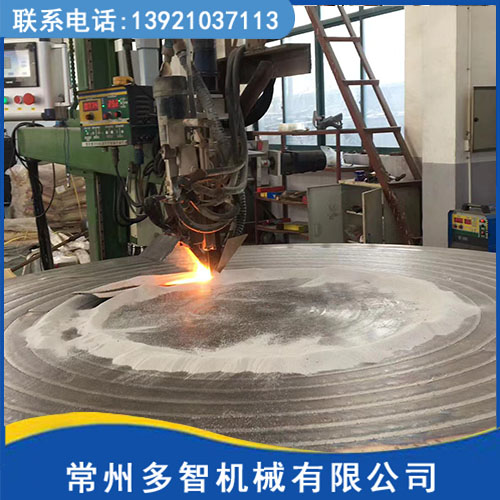
带极电渣堆焊是把持电流利过液态熔渣所发作的电阻热作为热源,焊条将电极(焊丝或板极)和焊件概略消融,冷却后组成堆焊层的工艺法子。起头先在极板与评论底部之间引燃电弧,把持电弧热使焊剂消融组成渣池后,电弧燃烧,热源廉价由电弧热过渡到熔渣电阻热。因为消融的金属密度大,下沉组成液体金属熔池,熔渣密度小,浮于熔池下面,渣池笼盖在金属熔池概略,保护金属熔池不被气氛净化。跟着电极的不竭消融,熔池中液体金属和熔渣均不竭上升,离热源较远的下部液体金属,在冷却成形水套的强制冷却下凝聚成堆焊层。
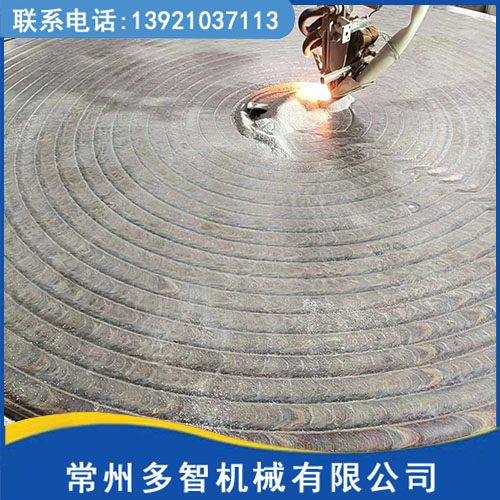
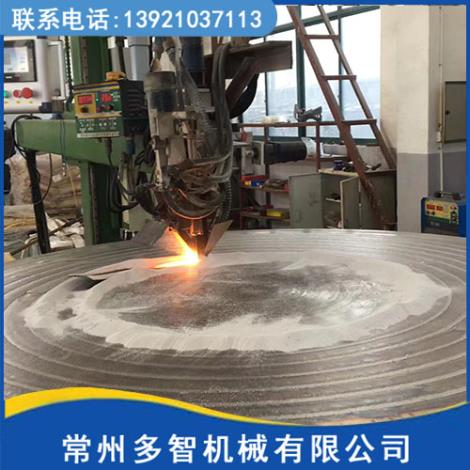
与埋弧带极堆焊相比,熔融电渣良好的热导率避免了电弧飞溅。焊剂的成分对热导率、固化和粘性等都有影响。为了提高大电流下的熔敷层厚度,焊剂碱度和氟化物含量通常很高,使其具有较高的导电性和较低的粘性。电渣槽的温度大约为2 300℃,形成了薄层的导电液态熔渣,并能热辐射。由于大量的热量积累,采用水冷夹钳是非常有必要的。
本文内容摘自常州多智石化装备制造有限公司,是提供带极电渣堆焊的厂家,如需转载请标明出处。